設備の“延命”か“更新”か ― 老朽化リスク評価と優先順位のつけ方
はじめに
「この設備、まだ使えますか?」――保全マネージャーが経営層から最もよく受ける質問の一つだろう。設備の老朽化は、製造業に携わるすべての工場が避けて通れない課題である。日本の製造業では、高度経済成長期やバブル期に導入された設備が今なお現役で稼働しているケースも珍しくない。設備の平均年齢が20年、30年を超える工場では、「延命」か「更新」かの判断が日常的に求められる。
しかし、この判断が「ベテランの勘と経験」だけで行われている工場は少なくない。もちろん現場の知見は極めて重要だが、それだけでは限界がある。複数の設備が同時に老朽化する局面では、限られた予算をどの設備に優先的に投じるかを客観的に判断する仕組みが必要だ。また、経営層への投資申請においても、「古いから替えたい」では予算は通らない。
本記事では、設備の老朽化リスクを定量的に評価し、更新の優先順位を決定するためのフレームワークを紹介する。このフレームワークは製薬、食品、化学、自動車、エネルギーなど業界を問わず適用可能であり、規模の大小に関わらず活用できる。
なお、ここで言う「設備」には、生産設備だけでなくユーティリティ設備(ボイラー、チラー、コンプレッサー、電気設備、配管系統など)も含まれる。むしろ実務上は、ユーティリティ設備の老朽化リスク管理が見落とされがちであり、それが工場全体のリスクを高めている事例が多い。本記事で紹介するフレームワークは、生産設備とユーティリティ設備の両方に等しく適用できるものだ。
結論(先に3行)
1. 設備の延命か更新かの判断は、「状態評価」「重要度評価」「ライフサイクルコスト分析」の3軸で定量的に行うべきである。
2. 状態と重要度を2軸にしたリスクマトリクスを作成すれば、全設備の更新優先順位を一目で把握でき、経営層への説明にも直接使える。
3. 「古いから替える」ではなく「データに基づいて投資判断する」へ転換することで、限られた設備投資予算の最適配分が可能になる。
「古いから替える」の危険性
設備の更新判断において、「設置年数」は最も直感的な指標だが、最も危険な指標でもある。同じ20年目の設備でも、適切な保全を受けてきた設備と、最低限の保全しかされてこなかった設備では、実際の劣化状態はまったく異なる。逆に、設置から5年しか経っていなくても、過酷な運転条件や設計上の問題から深刻な劣化が進んでいる設備もある。
設置年数だけで更新を判断すると、2つのリスクが生じる。第一に、まだ十分に使える設備を早期に廃棄してしまう「過剰投資」のリスク。第二に、年数は若いが実は深刻に劣化している設備を見落とす「過少投資」のリスクだ。どちらも資本の最適配分を妨げる。
この問題を解決するには、設置年数に代わる、より実態を反映した評価軸が必要だ。それが以下に述べる3軸評価のフレームワークである。
さらに付け加えると、設備の「老朽化」は単純な経年劣化だけではない。技術的陳腐化(Technological Obsolescence)という側面もある。設備自体は問題なく動いていても、メーカーのサポートが終了している、制御システムが旧式でデジタル化に対応できない、あるいは現行の安全・環境基準を満たさないといった理由で、実質的に「使い続けることのリスク」が高まるケースがある。特に制御システムやPLC(プログラマブルロジックコントローラー)は、ハードウェアが10〜15年でサポート終了になることが多く、機械設備本体の寿命よりも先に更新が必要になることがある。このような「技術的寿命」も3軸評価の中で考慮すべき要素だ。
老朽化リスク評価の3つの軸
第1軸:状態評価(Condition Assessment)
状態評価は、設備の物理的な劣化状態を客観的に評価するプロセスだ。1(優良)から5(劣悪)の5段階スケールで評価するのが一般的だが、このスケールの定義を明確にしておくことが精度を左右する。
評価において活用すべきデータは大きく2種類ある。第一に、客観的な計測データだ。振動値、温度トレンド、腐食厚さ測定(UT測定)、絶縁抵抗値、油分析結果などの状態監視データは、設備の劣化を定量的に示す。第二に、保全技術者による目視検査と知見だ。漏れ、異音、変色、クラック、変形などの外観所見は、計測では捉えられない劣化兆候を補完する。
重要なのは、状態評価を「一度やって終わり」にしないことだ。定期的に(年1回が目安)再評価を行い、劣化の進行速度をトラッキングする。ある設備の状態スコアが昨年の2から今年3に悪化した場合、このペースなら2年後にはスコア5(即時対応レベル)に達する可能性がある。この「劣化トレンド」が、更新計画の時間軸を決定する重要な情報となる。
状態評価の実施にあたっては、評価者間のバラツキを抑えることも重要だ。同じ設備を異なる技術者が評価した場合にスコアが大きくズレるようでは、データの信頼性が損なわれる。対策として、評価基準を写真付きで明文化し、複数名での合同評価を実施して基準のキャリブレーションを行うことを推奨する。
状態評価の5段階スケールの具体例を示す。スコア1(優良)は新品同等で劣化兆候なし。スコア2(良好)は軽微な劣化が認められるが機能に影響なし。スコア3(要注意)は明確な劣化が進行中で、12ヶ月以内に対策が必要な可能性あり。スコア4(劣悪)は深刻な劣化があり、6ヶ月以内に対策が必要。スコア5(危機的)は即時対策が必要で、安全・生産に直接影響する可能性あり。このように各スコアに具体的な状態の記述と時間的な目安を紐付けることで、評価者間の一貫性が保たれる。
第2軸:重要度評価(Criticality Assessment)
重要度評価は、「その設備が故障した場合、事業にどの程度の影響を与えるか」を評価するプロセスだ。すべての設備が等しく重要なわけではない。生産ラインのボトルネックとなる設備と、代替手段がある補助設備では、故障時のインパクトが桁違いに異なる。
重要度評価では、以下の複数の観点から影響度をスコアリングする。生産への影響(完全停止、減産、影響なし)、安全リスク(人身事故の可能性、環境汚染の可能性)、品質への影響(製品品質の逸脱リスク)、修理の難易度(スペアパーツの入手性、専門技術の必要性)、代替手段の有無(冗長設備の存在、手動運転の可否)。これらを重み付けして総合スコアを算出する。
重要度評価は、設備の物理的な状態とは独立した指標であることに注意してほしい。状態が良好でも重要度が極めて高い設備は、予備品の確保や予防保全プログラムの強化が必要だ。逆に、状態が悪くても重要度が低い設備は、故障時に対応する「事後保全」で許容される場合もある。
重要度評価を実施する際によくある議論が、「すべての設備が重要だ」という主張だ。確かに、不要な設備はそもそも工場に存在しない。しかし、「重要」と「最重要」は明確に区別すべきだ。限られた予算と人的リソースの中で優先順位をつけなければ、結果としてすべてが中途半端になる。重要度評価のワークショップでは、「この設備が故障して24時間停止した場合、何が起きるか」を具体的にシミュレーションすることで、参加者間の合意形成がスムーズになる。
重要度評価の結果は、保全戦略全般にも活用できる。重要度が高い設備には予知保全を、中程度の設備には予防保全を、低い設備には事後保全を適用する、というリスクベースの保全戦略の基盤となる。本シリーズの後続記事で解説するRCM(信頼性中心保全)とも直結する概念だ。
第3軸:ライフサイクルコスト分析(LCC Analysis)
状態評価と重要度評価で「何をすべきか」の方向性が見えたら、次はライフサイクルコスト分析で「経済合理性」を検証する。具体的には、「今後X年間延命した場合の総コスト」と「新規設備に更新した場合の総コスト」を比較する。
延命コストには、修繕費の増加傾向、スペアパーツの調達コスト(生産終了品の場合は特注費用)、延命中のダウンタイムリスク(故障頻度の増加に伴う生産損失)、そしてエネルギー効率の低下分を含める。更新コストには、新規設備の取得費用、設置工事費、撤去・廃棄費用、更新期間中の生産損失、そして新設備のコミッショニング・バリデーション費用を含める。
これらのコストをNPV(正味現在価値)で比較することで、「いつ更新すべきか」の最適タイミングが見えてくる。多くの場合、修繕費の累積曲線と新規更新コストの線が交差する点が、経済的な更新タイミングとなる。この分析結果をグラフで可視化すれば、経営層への投資申請の強力な裏付けとなる。
NPV分析においては、割引率の設定と前提条件の明示が重要だ。また、エネルギー価格の変動、故障率の不確実性などを考慮した感度分析(シナリオ分析)を併せて行うことで、判断の頑健性が高まる。「最良シナリオでも最悪シナリオでも、X年以内の更新が経済的に有利」と示せれば、投資決定の確信度は大幅に上がる。
LCC分析で見落としがちなコスト項目がいくつかある。一つは「機会コスト」だ。老朽化設備は新型設備に比べてエネルギー効率が低い場合が多く、この差額が設備の残存寿命にわたって累積する。また、新型設備の方が処理能力が高い場合、旧式設備を使い続けることで失われる追加生産の機会も機会コストに含まれる。もう一つは「安全・環境リスクの金銭的影響」だ。老朽化した設備からの漏洩や排出が環境事故や労災につながった場合の損害賠償、罰金、ブランドダメージは、極めて大きな「隠れたコスト」となりうる。これらはLCC分析に明示的に含めるべきだ。
なお、LCC分析は精緻さを追求するほど時間がかかる。すべての設備について詳細なLCC分析を行うのは現実的ではない。リスクマトリクスで絞り込まれた最優先設備(全体の5〜10%)についてのみ詳細分析を行い、それ以外は簡易的な概算で十分だ。「分析の深さは設備の重要度に比例させる」という原則を忘れないでほしい。
リスクマトリクスによる優先順位付け
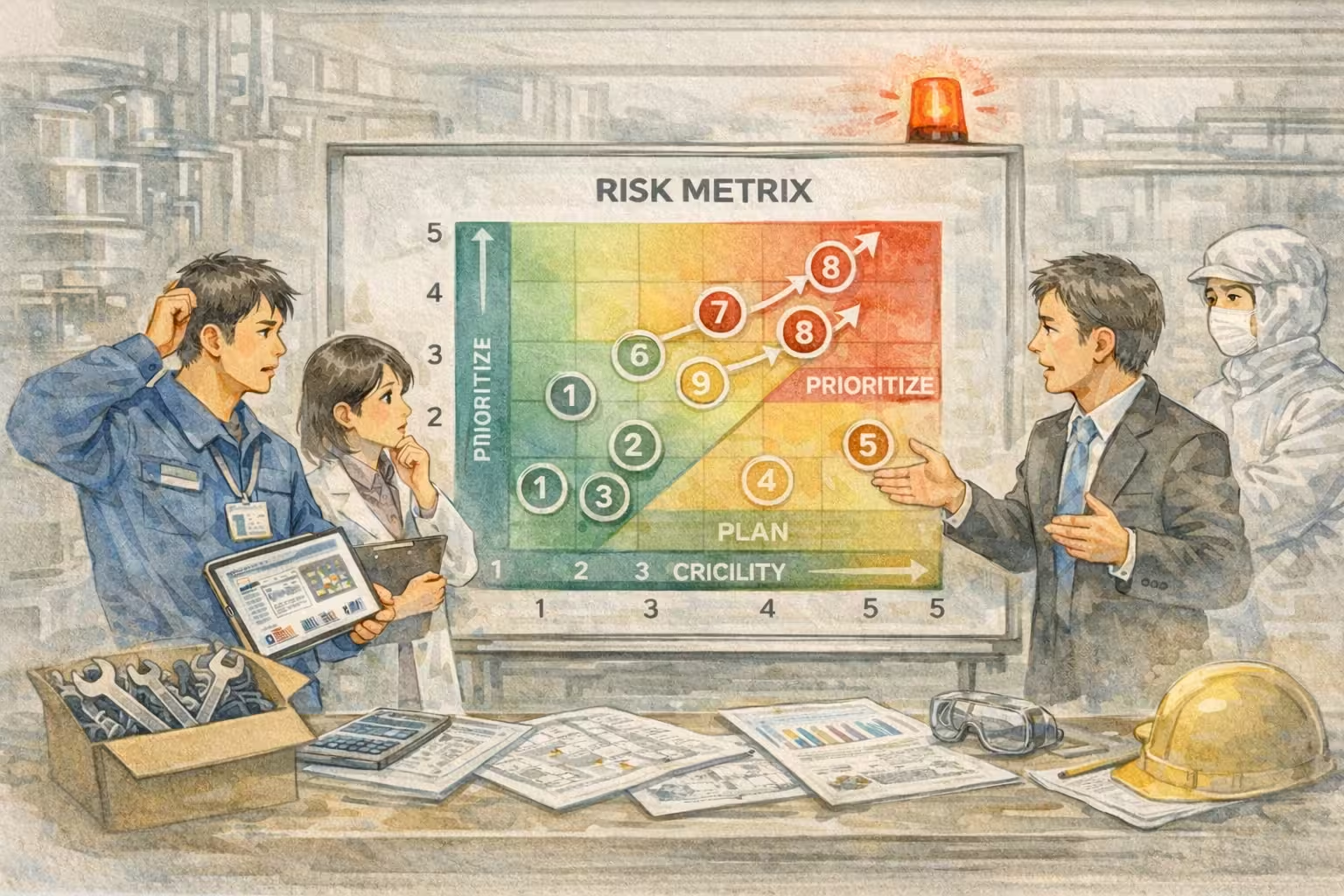
状態評価と重要度評価の結果を2軸のマトリクスにプロットすることで、全設備の更新優先順位を一目で把握できるツールが完成する。縦軸に状態スコア(1=優良〜5=劣悪)、横軸に重要度スコア(1=低〜5=高)を取り、各設備をプロットする。
マトリクスは4つの象限に分けられる。右上(状態悪い×重要度高い)は「最優先:即時対策」のゾーンだ。この象限に位置する設備は、更新投資または大規模修繕を最優先で検討すべきだ。右下(状態良い×重要度高い)は「監視強化」のゾーンで、現状は問題ないが、劣化が進行した場合のインパクトが大きいため、状態監視を強化し、更新計画を準備しておく。左上(状態悪い×重要度低い)は「計画的対応」のゾーンで、緊急性は低いが放置すると二次被害につながる可能性があるため、次年度以降の計画に含める。左下(状態良い×重要度低い)は「経過観察」のゾーンで、定期的な再評価で十分だ。
このリスクマトリクスの最大の利点は、視覚的なインパクトだ。数十台〜数百台の設備を1枚の図に集約でき、「赤い象限に集まっている設備群への投資が最優先」という直感的なメッセージを経営層に伝えられる。具体的な金額はライフサイクルコスト分析で裏付け、マトリクスで全体像を見せる。この2段構えが、設備投資の意思決定を強力にサポートする。
実際にマトリクスを作成してみると、多くの工場で興味深いパターンが見えてくる。例えば、ユーティリティ設備(ボイラー、チラー、コンプレッサー、純水装置など)は重要度が高いにもかかわらず、生産設備に比べて保全投資が後回しにされている傾向がある。これは「ユーティリティは止まらないもの」という暗黙の前提があるためだが、実際にはユーティリティの停止は生産ライン全体に波及し、影響範囲は個別の生産設備よりもはるかに大きいことが多い。マトリクスを使って可視化することで、こうした「見えているのに見えていないリスク」を浮き彫りにできる。
マトリクスの活用をさらに深めるためには、時間軸の概念を加えることが有効だ。今年度のマトリクスと前年度のマトリクスを重ねて表示すれば、各設備の劣化トレンドが矢印として見える。「この設備は昨年のスコア(2,4)から今年は(3,4)に悪化しており、来年には(4,4)=最優先ゾーンに入る可能性が高い」という予測的なメッセージは、先手を打った投資計画の策定に直結する。
実務的な導入ステップ
このフレームワークをゼロから導入する場合の現実的なステップを紹介する。まずステップ1として、設備台帳の整理と重要度評価を行う。CMMSに設備台帳がある場合はそれを基盤に、なければExcelでも十分だ。全設備について重要度スコアを付与する。この作業は保全、生産、品質、安全の各部門のキーパーソンを集めた半日〜1日のワークショップで実施できる。
ステップ2として、重要度「高」の設備(全体の上位20〜30%が目安)に対して状態評価を実施する。すべての設備を一度に評価する必要はない。パレートの法則に従い、リスクの80%は設備の20%に集中している。まずはこの重要設備群にフォーカスすることで、少ないリソースで最大の効果が得られる。
ステップ3として、リスクマトリクスを作成し、最優先設備(右上象限)について詳細なライフサイクルコスト分析を実施する。すべての設備についてLCC分析を行う必要はない。マトリクスで絞り込まれた10〜20台について深い分析を行い、投資計画に反映する。
ステップ4として、年次の見直しサイクルを確立する。毎年、状態評価を更新し、マトリクスを再描画することで、「生きた設備管理ツール」として機能し続ける。この年次サイクルを予算策定プロセスと同期させることで、設備投資計画への反映がスムーズになる。
「延命」を選択する場合の注意点
更新ではなく延命を選択する場合にも、いくつかの重要な考慮事項がある。第一に、延命措置の明確な定義だ。「延命」という曖昧な方針ではなく、具体的に何をするのか(主要部品の交換、オーバーホール、改造など)と、それによって何年の追加寿命が期待されるのかを明示する。
第二に、スペアパーツの長期調達計画だ。設備メーカーの部品供給は永遠ではない。製造終了(EOL:End of Life)が宣言された設備を延命する場合は、予想される延命期間に必要なスペアパーツを事前に確保しておく必要がある。特に、リードタイムが長い部品やカスタム品は早期の手配が不可欠だ。部品が入手不能になった時点で、延命の選択肢は実質的に消滅する。
第三に、延命と更新の「決断期限」を事前に設定しておくことだ。「あと3年は延命するが、この期間中に状態スコアが4以上に悪化した場合は更新に切り替える」といった条件付きの判断基準を設けることで、ずるずると延命を続けて結果的に突発故障で更新を余儀なくされる、という最悪のシナリオを防げる。
経営層への投資申請のコツ
設備更新の投資申請は、保全マネージャーにとって最も重要な「社内営業」の場面だ。ここで効果的なのは、リスクマトリクスとLCC分析を組み合わせた「3段論法」のストーリーだ。
まず第1段として、リスクマトリクスで全体像を見せる。「当工場には現在XX台の設備があり、そのうちXX台が最優先(赤)ゾーンに位置しています」。次に第2段として、最優先設備の中から投資対効果が最も高い案件のLCC分析を提示する。「この設備のケースでは、延命の場合の5年間累積コストがXX百万円、更新の場合はYY百万円であり、更新が経済的に有利です」。最後に第3段として、更新しない場合のリスクを定量的に示す。「この設備が予期せず故障した場合、最大XX日間の生産停止と推定ZZ百万円の損失が見込まれます」。
この3段論法は、「全体俯瞰→具体的根拠→リスク提示」という構造で、経営層が投資判断に必要な情報を過不足なく提供する。金額とリスクで語ることが、技術者と経営者の間の翻訳装置として機能する。
もう一つ効果的なのは、「更新しない場合のシナリオ」を具体的に提示することだ。人間は「得られるもの」よりも「失うもの」に対して強く反応する(損失回避バイアス)。「この投資によりXX百万円のコスト削減が見込まれます」よりも、「この投資を見送った場合、3年以内にXX百万円規模の計画外停止が発生するリスクがあります」の方が、経営層の決断を後押しする力が強い。ただし、この手法は信頼性の高いデータに裏付けられている必要がある。誇張されたリスクは逆効果になりかねないため、前述の状態評価とLCC分析に基づいた保守的な見積もりを提示することが重要だ。
業界別の考慮事項
製薬工場では、GMP適合設備の更新時にバリデーション(IQ/OQ/PQ)が必要となるため、更新コストにバリデーション期間(通常2〜6ヶ月)と費用を含める必要がある。また、FDAやPMDAの査察スケジュールとの兼ね合いも考慮すべきだ。査察直前の大規模設備更新は、査察対応リスクを高める可能性がある。重要度評価においては、「GMP重要設備」という評価軸を追加することで、規制リスクを定量的に織り込むことができる。
食品工場では、衛生基準(サニタリー設計)への適合性が更新時の追加評価軸となる。旧式設備は現行の衛生基準を満たさない場合があり、これが更新を後押しする要因になることがある。化学プラントでは、耐腐食性の経年劣化が安全上のクリティカルな問題となるため、配管やタンクの肉厚測定データを状態評価に直接反映させることが不可欠だ。エネルギー業界では、環境規制の強化に伴い、旧式ボイラーやチラーの更新判断にCO2排出量の削減効果を定量的に含めることが、投資承認を得るための重要な要素になりつつある。
まとめ
設備の延命か更新かの判断は、感覚ではなくデータで行うべきだ。状態×重要度×コストの3軸で評価し、リスクマトリクスで優先順位を可視化することで、限られた予算を最大限に活用できる。
このフレームワークの導入に特別なシステムは不要だ。Excelとフィールドでの状態評価があれば、明日からでも始められる。重要なのは「完璧なデータ」ではなく「判断の構造化」である。今まで勘と経験で行っていた判断に、客観的なフレームワークを加えることで、判断の質と透明性が格段に向上する。
筆者の経験では、このフレームワークの導入によって最も変わるのは「経営層との対話の質」だ。従来は「この設備が古いので更新したい」という曖昧な要求だったものが、「状態スコア4、重要度スコア5、延命コストがXX百万円を超える設備がN台あり、そのうち更新のROIが最も高いのはこの3台です」という具体的な提案に変わる。経営層にとって、これほど判断しやすい投資案件はない。
「古いから替える」から「データに基づいて投資する」への転換。これが設備管理の成熟を示す指標であり、保全部門が経営の戦略的パートナーとして認められるための条件でもある。次回の記事では、この投資判断と密接に関連する「Total Cost of Ownership(TCO)による設備選定」について解説する。
著者について
ダリウシ ロスタミ|イーテック合同会社 代表
製薬・食品業界で35年のオペレーショナルエンジニアリング経験を持つ。
主な経験:
- エンジニアリング部門のリーダーとして、新規施設立ち上げプロジェクトを統括
- バリデーション(IQ/OQ/PQ)、コミッショニングの管理体制構築と技術サポート
- Reliability Engineeringプログラムの導入と運用体制の確立
- エネルギー最適化戦略の策定とクロスファンクショナルチームのマネジメント
- GMP環境での変更管理・逸脱管理システムの構築
専門分野: エネルギー最適化、GMPコンプライアンス、バリデーション、Reliability Engineering、設備投資計画、工場レイアウト設計、プロセス改善、組織マネジメント
現在は東京を拠点に、製薬施設を中心とした包括的なエンジニアリングコンサルティングを提供。「技術と人をつなぐ」ことをモットーに、持続可能な改善と組織づくりを支援している。
お問い合わせ: 工場の省エネとコミュニケーション改善についてのご相談は、こちらからお気軽にどうぞ。初回相談(30分)は無料です。